
1 / 5

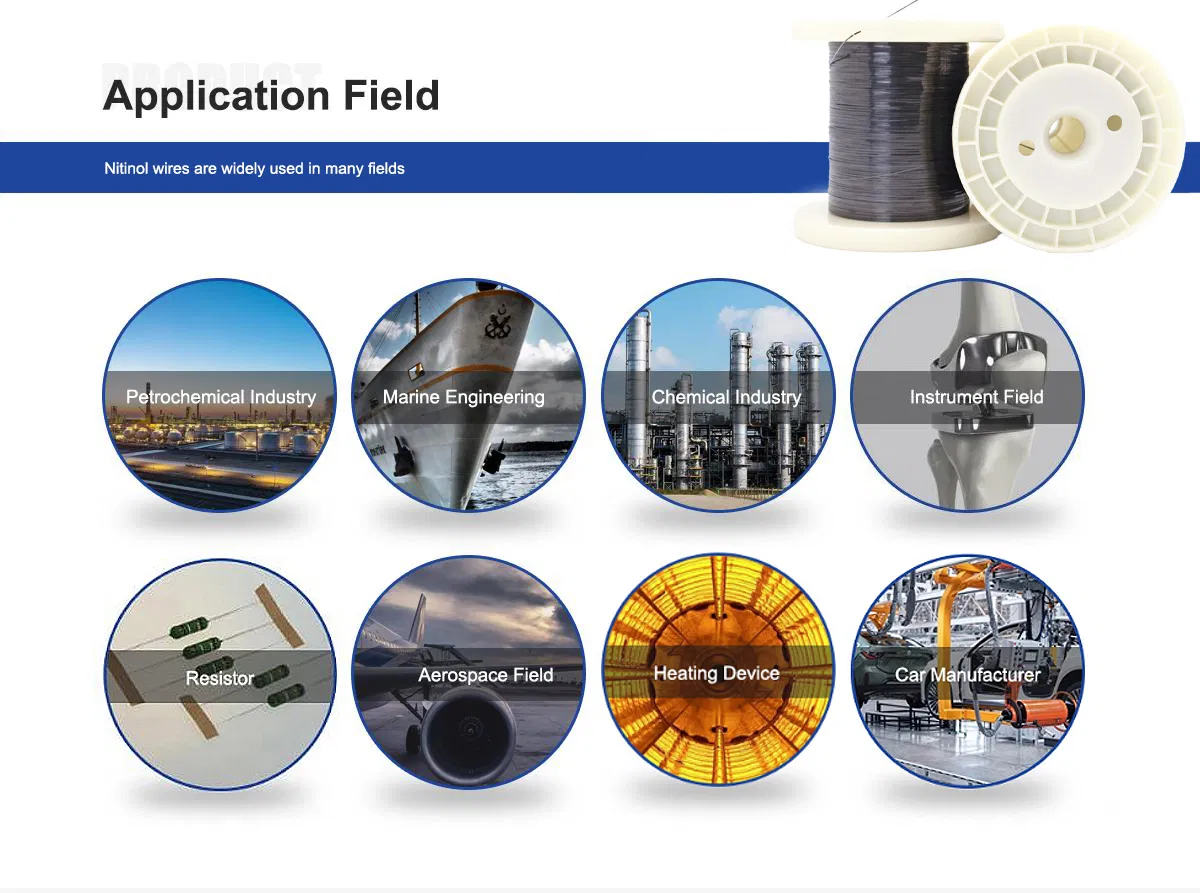
Medical: Self-expanding stents for vascular surgeries and orthodontic archwires for gentle force.
Aerospace: Thermally activated satellite antenna components utilizing solar energy.
Consumer Products: Resilient eyeglass frames and durable industrial safety components.
Industrial: Temperature-sensitive fire damper springs in HVAC systems.


Our products have received ISO 9001 International Quality Management System Certification and SGS Certification. We ensure that our alloys meet international standards (ASTM, DIN, GB) and have passed authoritative certifications including TUV, CE, and RoHS. Every batch is traceable from the raw material source to the finished product.
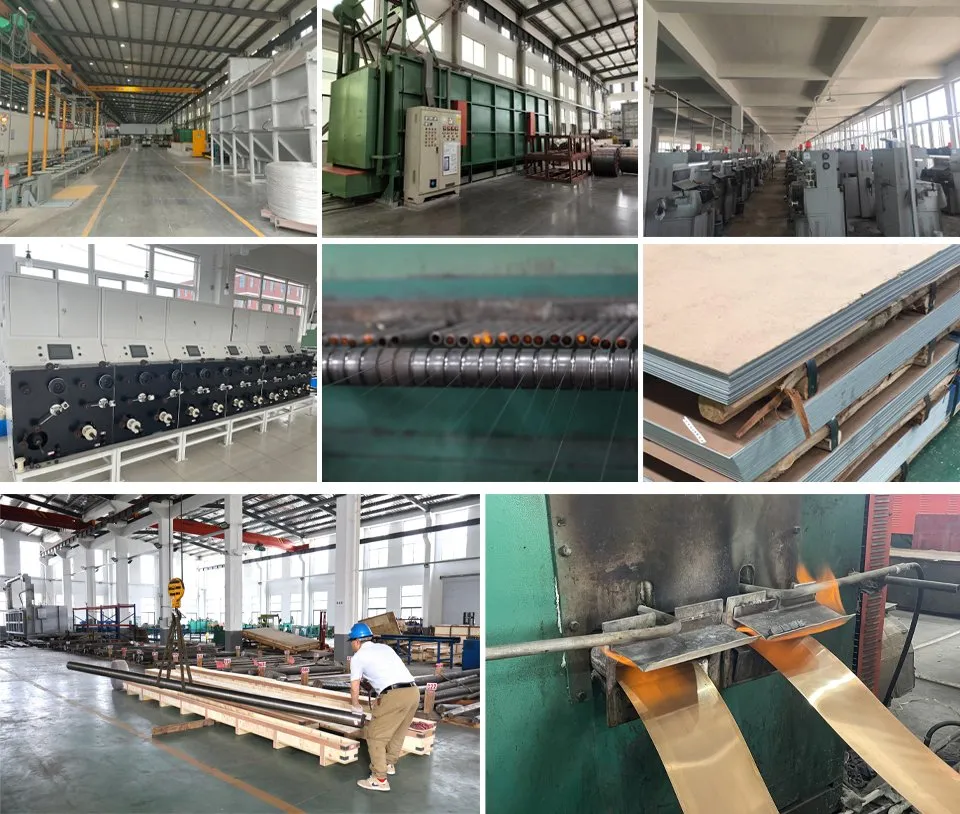
Our 12,000m² factory is equipped with complete capabilities for research, production, testing, and packaging. With an annual output of 1,200 tons, we strictly adhere to ISO 9001 standards. All products undergo rigorous simulated environment testing—including high temperature, high pressure, and corrosion tests—ensuring they meet precise customer specifications.
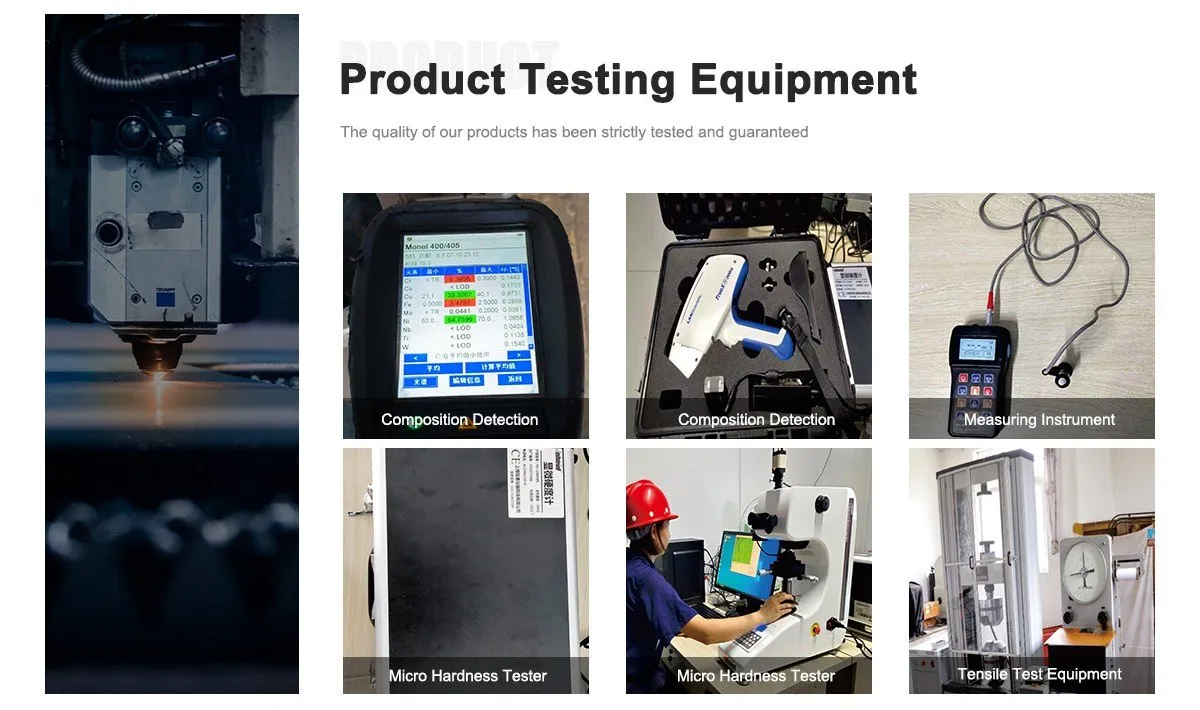
Chemical Analysis: Spectrometers are used for confirming precise product compositions.
Structural Analysis: Electron microscopes analyze material microscopic structures.
Mechanical Testing: Comprehensive tensile, impact, and elasticity assessments.
Non-Destructive Testing: X-ray, magnetic particle, and penetration testing for crack detection.

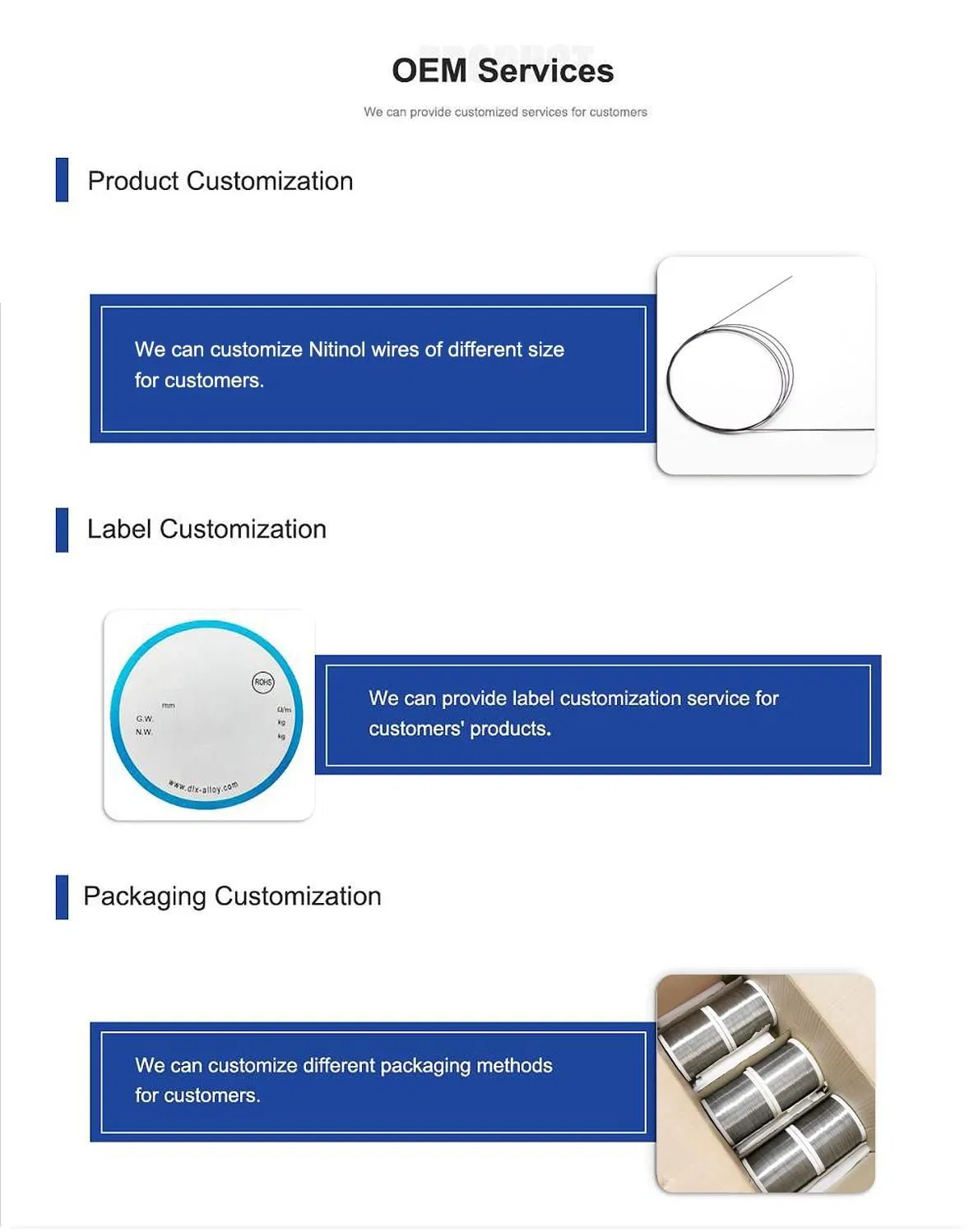
Products are packed in standard cartoon boxes or customized secure packaging to ensure safety during international transit. We support global shipping with full documentation and quality inspection certificates included in every shipment.