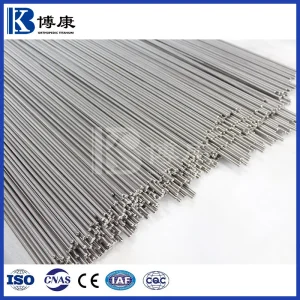

In modern interventional medicine, the choice of core materials dictates the clinical success of micro-catheters, guidewires, and endovascular stents. At Hangzhou Retra Medical Co., Ltd., we serve as a premier manufacturer of high-performance medical metals and orthopedic implants, specializing in Medical Titanium, Stainless Steel, CoCrMo, Tantalum, and Nitinol. Our flagship Nitinol core wires represent the apex of nickel-titanium shape memory alloy engineering, ensuring micro-level dimensional stability, strict transition temperature ranges, and unmatched biocompatibility.
Nickel-Titanium (Nitinol) possesses two primary attributes: Superelasticity (SE) and Shape Memory Effect (SME). The mechanical transitions occurring between the low-temperature monoclinic Martensite phase and the high-temperature cubic Austenite phase are critical parameters. For medical OEMs, defining the Austenite Finish Temperature (Af) is the cornerstone of clinical efficacy. A typical diagnostic guide wire core operates within a superelastic window optimized for body temperature (37°C), requiring an Af below room temperature. Conversely, shape memory applications (such as orthopedic staple systems and self-expanding vascular structures) require specific elevated transformation temperatures, often engineered with Af offsets up to 95°C.
Under the ASTM F2063 standard for wrought nickel-titanium shape memory alloys in medical devices, chemical purity, inclusion limits, and microstructure homogeneity are strictly audited. Our metallurgical melting protocols (utilizing Vacuum Induction Melting paired with Vacuum Arc Remelting - VIM/VAR) guarantee a nickel content precisely controlled between 54.5 wt% and 57.0 wt%, minimizing toxic element contamination and micro-inclusion sizing to less than 39 micrometers.


Securing regulatory compliance is a key requirement for global medical device manufacturers. The transition from the Medical Devices Directive (MDD 93/42/EEC) to the stringent European Union Medical Device Regulation (EU MDR 2017/745) represents a significant challenge for core wire procurement. Because core wires are inserted into human blood vessels or tissue, they are classified under Class IIa or Class IIb (and occasionally Class III when integrated into custom neurovascular delivery systems). This classification mandates comprehensive Technical Documentation Files (TDFs), full traceability from the raw metal ingot to the sterilized clinical unit, and complete biological risk assessment dossiers.
Our CE certified Nitinol core wire production is integrated into our audited ISO 13485:2016 quality management system. We supply complete regulatory data packages including:
Our commitment to quality control ensures that medical OEMs can seamlessly integrate our Nitinol core wires into their final assembly lines, passing notified body audits without delays.
| Parameter Class | Target Standard / Specification | Performance Range / Metrics | Critical Clinical Benefit |
|---|---|---|---|
| Alloy Type | ASTM F2063-20 | Ni (54.5–57.0 wt%), Ti Balance | Ensures biological inertness & structural stability |
| Austenite Finish (Af) | Customizable Range | -15°C to +95°C (±3°C tolerance) | Optimizes behavior for body or room temperature |
| Wire Diameters | Micro-scale processing | 0.05 mm to 2.5 mm (±0.002 mm tolerance) | Excellent torque control and access for micro-catheters |
| Tensile Strength | Fully work-hardened / heat-treated | 900 MPa – 1450 MPa | Prevents mechanical failure during navigation |
| Superelastic Recovery | 1-D / 2-D Bending | Up to 8% reversible elastic strain | Kink-free navigation through tortuous anatomy |
| Surface Treatment | Mechanical/Chemical | Oxide-free, electropolished, etched, PTFE-coated | Minimizes coefficient of friction, improves insertion |
Located in Hangzhou, China's high-tech medical manufacturing corridor, we operate a vertically integrated production line. From raw wire drawing and vacuum heat-treatment to centerless grinding and electropolishing, keeping processes in-house mitigates supply chain risks, controls margins, and guarantees consistent quality.
We utilize custom centerless grinding machines that maintain outer diameter dimensional variations within ±0.002 mm. Our capability to machine long, continuous tapers, parabolic tips, and stepped sections allows medical engineers to customize their core wires for varying flexural profiles.
We assist global purchasers by providing technical documentation packages for CE, FDA, and domestic NMPA registrations. Our scientific staff provides direct consultations on compliance requirements, preventing regulatory delays.
"Our focus on precision manufacturing and rigorous quality control means every implant and core wire delivers reliable performance and patient safety. We customize solutions to specific clinical needs, supporting minimally invasive surgery, complex trauma repair, and long-term implant success."
Nitinol core wire functions as the structural support member inside guide wires and delivery catheters, directly influencing force transmission, pushability, torque responsiveness, and kink resistance. Clinical settings place diverse demands on Nitinol material properties:
Within coronary arteries, guide wires must navigate complex branching paths. Nitinol core wires, featuring high upper-plateau stress, resist kinking while transmitting 1:1 rotational torque from the clinician's hand directly to the distal tip, improving catheter tracking.
Urological guide wires face highly corrosive physiological fluids and require precise control. Our Nitinol wires, processed with specialized oxide-free or electropolished finishes, ensure low friction and resist deformation when delivering stone retrieval baskets and access sheaths.
Connecting back to Hangzhou Retra Medical's expertise in joint replacements, spinal systems, and maxillofacial plates, Nitinol's shape memory and superelastic traits are leveraged for distraction tools, orthopedic staples, and reconstruction instrumentation that adapt dynamically to biological loads.
Micro-catheters designed to treat ischemic stroke or cerebral aneurysms rely on ultra-fine Nitinol core wires. These require core wire diameters down to 0.002 inches, with tight chemical homogeneity to ensure smooth transition profiles under stress.
As interventional procedures shift toward minimally invasive techniques, the demand for high-performance medical metals continues to rise. We track and invest in key technological developments: